.jpg)
測量系統分析(Measurement Systems Analysis , MSA),即對測量數據的系統(人、機、料、法、環、量具)進行評估,其目的是保證測量過程輸出的數據是真實可靠的。而正確的測量,或者說真實的數據永遠是質量改進的第一步,為此,進行測量系統分析就成了企業實現連續質量改進的必經之路。
根據數據的類型,測量系統分析可分為計量(連續型)測量系統分析和計數型(離散型)測量系統分析,下面我們根據一個例子來討論一下計數型測量系統分析在改善項目中我們經常會犯的一個錯誤。
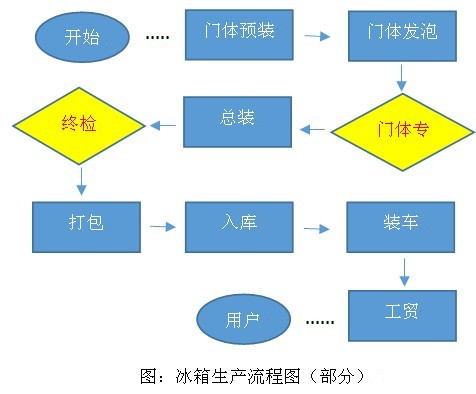
小張是某冰箱企業2013年度精益六西格瑪項目團隊的項目組長。根據事業部的戰略他承接了“降低冰箱門體外觀不良損失”的市場項目,項目目前剛進入M階段,根據項目的程序,小張針對門體的檢驗站(如圖)組織了一次測量系統分析,結果顯示門體專(全檢)及終檢(全檢)的測量結果所有的一致性都是100%,說明測量系統是可靠的。既然這樣,那按理說就可以進行下一步的分析了。
針對以上的結果,身為該項目的咨詢師我問了小張以下兩個問題:
1.既然測量系統是100%合格的,那么按理說門體不良品應該是不會流出廠外?
2.既然不良品不會流出廠外,那么直接從市場運輸環節下手是不是就能最簡單有效的降低市場的不良損失?
看著小張不置可否的表情我覺得問題并沒有那么簡單。帶著剛才的問題,我們一起深入到流程了解了具體的情況:
⊙ 從終檢日常的不良記錄分析門體的平均不合格率為3.2%,經過對不良件實際鑒定分析發現,門體的不良主要由門體發泡本身造成的,這時問題來了:門體不良應該在門體專檢的站點就檢查出來的,為何會流到總裝工序?
⊙在總裝打包之后,質量部通常會定期的組織冰箱的開箱驗貨,根據記錄得知,開箱驗貨的門體不合格率為1.8%,問題又來了:既然終檢的測量系統一致性是100%,那么為什么開箱驗貨的時候還會發現這么多不良?
圍繞以上的問題我們重新安排了一次測量系統分析,分析的步驟改為現場的模擬檢驗,即在正常的生產過程中設置相應的不良(沿用之前不良件),結果發現門體專驗及終檢的有效性為75%和78%。
到目前為止其實問題就變得明確了,該流程門體的兩個檢驗站點的測量系統是不合格的,接下來只要找出兩次測量結果之間的差異,問題就解決了,通常情況我們會思考:在進行MSA的時候,檢驗的環境是否發生了變化?檢驗人員有代表性嗎?專門組織的MSA與實際的檢驗習慣(態度)是否不一致?測量工具有覆蓋性?檢驗方法保持一致性嗎?故障設置合理?等等…。
六西格瑪是以數據為基礎。如果我們能從數據本身發現矛盾、以矛盾激發問題并解決,那么就會具有更好的針對性。
聲明:制造中國文章---屬冠卓咨詢內部專家原創內容,代表個人觀點,授權于冠卓咨詢網站使用;如需轉載請保留原意并注明來源:冠卓咨詢。請尊重原創!